

Subscribe To Roll-Kraft
Receive the latest news from Roll-Kraft.

The main purpose of the fin passes is to condition the strip edges to prepare them for welding. The process must reduce the strip girth against the fin blade to accomplish this, and properly set the body of the strip. Fin passes generate a great deal of drive if used properly.
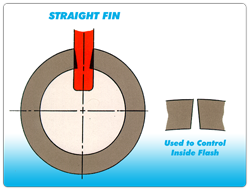
A standard fin blade works the entire strip edge and prepares it for welding. A straight fin or one with altered angles is used to work the inside edges of the strip to reduce the I.D. bead. Special attention must be used in setup to avoid having a cold I.D. weld and possible cracks. A round fin pass design is most recommended unless the mill does not have side passes or there is a reason to use another style.
Low-bead fin blades are made when the customer wants to control the I.D. weld flash of the tube. The angle is altered by approximately 5 degrees in just the last pass. However, if the angle on the last pass is only 1 or 2 degrees, it would be beneficial to just remove the angle completely, and make it flat.
A flat oval design is most often used in the last pass and only in certain cases. It is successful with Tig and Laser welding and with two-roll weld boxes of any weld type.
A peaked fin pass design is used when there are no side roll passes between them, as occurs on large pipe mills. In years past, the old design, low-frequency welders liked a peak tube to ensure good electrode contact, but that is not really needed. When Tig welding, the last fin pass is commonly finless, allowing the strip edges to be as closed as possible before the welder.

On-Time Delivery
First Time Performance
Simply contact us here or call and get answers 24/7.
Contact Us (888) 953-9400
Roll-Kraft is pleased to announce the appointment of Mr. Mike Samplak to the position of Plant Manager at its headquarters facility in Mentor, OH.

Roll-Kraft is pleased to announce the appointment of Frank Lowery to Vice President of Roll Form Applications.

Roll-Kraft is pleased to announce the appointment of Kevin Gehrisch to the position of President.