



Subscribe To Roll-Kraft
Receive the latest news from Roll-Kraft.

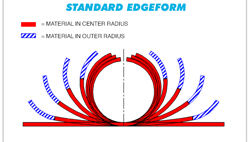
The standard edgeform method of tooling design is the most widely used in the tube and pipe industry. This method is used to form a wide range of material and gauges from mild steel to higher tensile (tension). Tooling made with this design is easier to set up than tooling made with the conventional design.
This design forms the smaller edgeform radius in one pass only and holds that radius throughout the breakdown side rolls. It is possible to use this design when running multiple tube and pipe sizes, however, it is not recommended. Especially on higher strength materials or tight tolerance parts with cosmetic requirements. The smallest size tube being produced should not be less than 80% of the largest size produced.
It is highly recommended when gauge thicknesses (T/D ratios) are between 3% - 8% (thickness divided by diameter). The number 1 top breakdown roll should be changed out if the gauge thicknesses are below 3% or above 8%.
Simply contact us here or call and get answers 24/7.
Contact Us (888) 953-9400
Roll-Kraft is pleased to announce the appointment of Mr. Mike Samplak to the position of Plant Manager at its headquarters facility in Mentor, OH.

Roll-Kraft is pleased to announce the appointment of Frank Lowery to Vice President of Roll Form Applications.

Roll-Kraft is pleased to announce the appointment of Kevin Gehrisch to the position of President.