




Subscribe To Roll-Kraft
Receive the latest news from Roll-Kraft.

By: David L. Rostocil
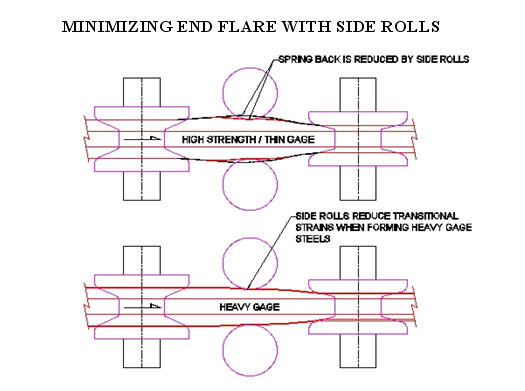
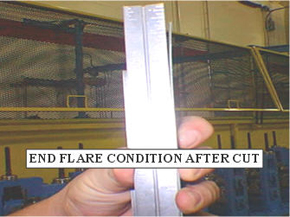
End flare in roll formed sections has been an issue since metal forming began. As metal is formed and transitions from one pass to the next, the strip is stretched and compressed to form a required profile. The ends deform whether it is a pre-cut section or cut off with a die. Usually one end will “flare-in” (close up) and the other end will “flare-out” (open up) as you can see in Figures 1 & 2.
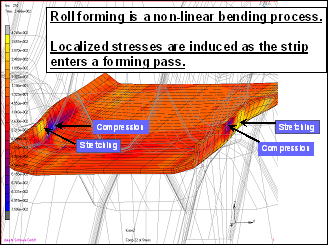
Figure 1
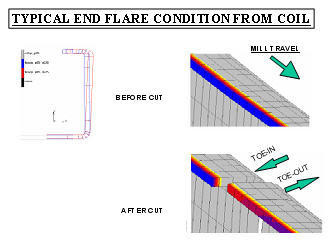
Figure 2
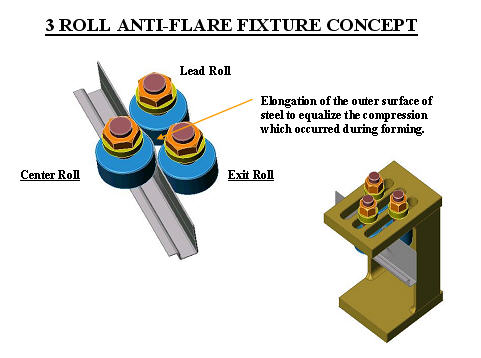
The designer takes end flare issues into consideration and designs the tooling to minimize the end flare. This is done by first over forming the section, and then under forming the section and finally finishing the section (see Figures 3 & 3A). This method works very well for most roll formed sections.
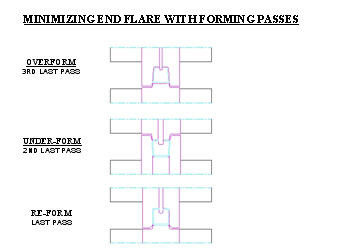
Figure 3
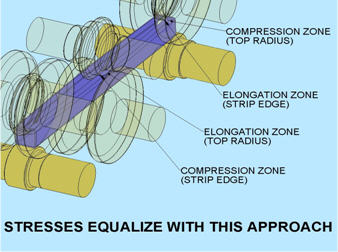
Figure 3A
There are many other ways to help control end flare. Each of the following methods have their own unique design, but are all similar to Figure 3 by laterally moving the material to stretch and compress the metal to minimize end flare.
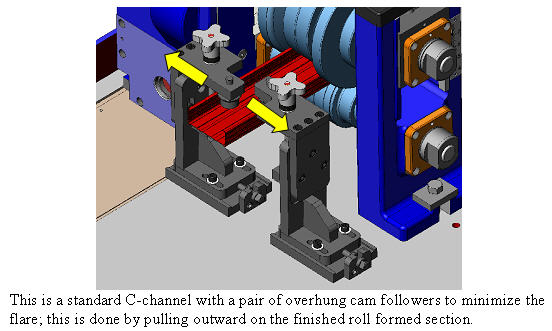
The Two Roll Method
The Three Roll Method
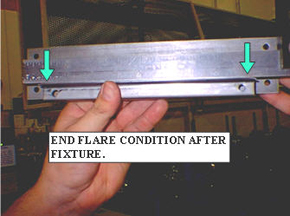
The next flare fixture is designed to minimize the end flare on open seam tubing; this conditioner has removed up to 0.375” flare on a pre-punched 0.090” thick tube. To control end flare the customer only had to adjust the vertical roll up or down depending on the dimension of the final profile.
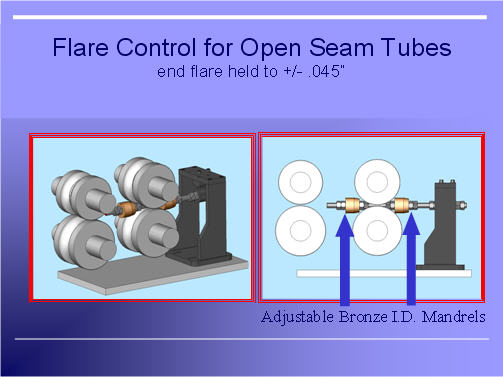
The sections below are the actual profiles that have been pre-punched and then cut-off. The section actually had 0.010” flare-in and was easily controlled.


If you are having end flare issues or other roll formed production problems, Roll-Kraft can be your customized solutions provider.
Use our contact form below to request more information. All of our products and services have a 100% performance guarantee. If you are not satisfied in any way you will receive a free replacement or a complete refund
Simply contact us here or call and get answers 24/7.
Contact Us (888) 953-9400
Roll-Kraft is pleased to announce the appointment of Mr. Mike Samplak to the position of Plant Manager at its headquarters facility in Mentor, OH.

Roll-Kraft is pleased to announce the appointment of Frank Lowery to Vice President of Roll Form Applications.

Roll-Kraft is pleased to announce the appointment of Kevin Gehrisch to the position of President.