




Subscribe To Roll-Kraft
Receive the latest news from Roll-Kraft.


The best way to avoid problems and increased scrap while forming the material is to check all pieces of equipment prior to the material entering your tube and pipe and roll forming equipment
When problems arise during production, everyone wants to immediately blame the mill alignment or the roll tooling, which very well may be the reason; however, why not start with investigating how the material is entering the mill, to avoid costly trial-and-error methods that do not always provide the result you need.
Once the incoming material has been assessed and determined to be acceptable (Ref. Article,“Handling Incoming Coiled Material for Tube and Pipe, and Roll Forming Producers,” dated April 22, 2010, by Roll-Kraft), it is important ensure that the material is properly introduced into the mill, so the tooling can form it as designed. This can be achieved by following proper operating procedures and performing integrity checks of the entry system equipment and components. These checks should include, but not be limited to, the integrity of the payoff reel, end welding station, accumulator (if so equipped), and entry guide. This article will address important issues in each of these areas.
Payoff Reels
- To ensure the integrity of the payoff reels (either single or double design) attention must be paid to the major components, such as the arbors, keeper arms, bearings, turn styles, brakes, and controls. The keeper arms should hold the coils on the arbor securely. The payoff reel should be in line with the entry to the end weld station, so the coils do not rub the sides of the keeper arms as the material pays off. If the payoff reel is not in line, it could damage the strip edges and prematurely wear the keeper arms. Do not allow the material to freewheel, which could cause a tangled strip and a safety hazard.

Notice Loose Wraps
- The brakes on the payoff reel should be set just tight enough to prevent free spooling. Be careful not to set the brake pressure too high when the reel is in the payoff mode. This would require a harder pull by the mill (or by the accumulator’s pinch roll drive, if so equipped), resulting in premature wear of the tooling or pinch rolls.
End Welders
- Attention should be given to the overall integrity of the end welders. This includes the controls, clamps, torch assembly, back-up bar, and shear. A quality end weld will ensure nonstop production and save valuable down time.

Typical Small Mill End Welder
- Good quality end welds should be sound, low-profile welds. If the end welds are thicker than the parent material, they must be ground to the appropriate size. Ensure the edges are lined up, and be sure each end is perpendicular to the other.
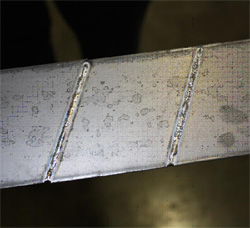

Proper Low-Profile End Welds Grind High-Profile End Welds Flat When Thicker Than Parent Material
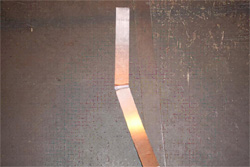

Mis-Alignment of Strip Ends Uneven Strip Edges

High-Profile End Welds can Break Driven Shafts,
Tooling, Tower Stand Caps, Bearing Blocks and More
Accumulators
- All support rolls that are in contact with the strip in the accumulator must be in good condition. This prevents marking and damage by “beating up” the edges of the strip or the flat surface as it passes through the machine.


Center Arbor and Edge Guide Rolls Must Be Maintained in Good Condition
- The flat pinch rolls found on most accumulators must be kept in good condition and the pressure adjusted properly to prevent slippage that would result in marking.
Entry Guides
- The primary purpose for these units is to guide the strip into the first pass on a tube, pipe, or roll form mill. Some models also perform an “edge trim” function, which puts even more stress and demand on the unit.
- The integrity and ease of operation must be maintained on these units. A poorly maintained entry guide will allow the strip to wander from side to side, allowing off-center entry into the first forming pass. This will lead to improper seams, ripples, marking, and problems that can snowball as the strip continues to pass through the mill.
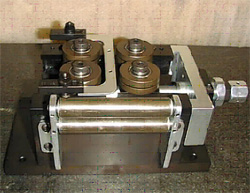

Typical 4-Roll Design with D-2 Guide Rolls 6-Roll Design with Carbide-Inserted Guide Rolls
- Ensure the guide rolls themselves are kept in good condition, and reworked, or replaced on a regular basis. Rolls that are neglected and worn will result in damage to the edges of the strip when the entry guides are forced to control camber or other similar conditions.
- The guide rolls on a standard entry table should be adjusted just tight enough against the strip edges to guide the strip into the first pass. If it is too tight, it will result in premature wear of the entry guide rolls, and can cause strip edge damage. Rolls with carbide inserts will extend the life of the entry guide rolls by ten to fifteen times. Typically, the top and bottom halves of the rolls are made of D-2 tool steel, and a section of carbide is inserted where the strip edges meet the rolls.
- Measure the strip as it goes into the first pass to insure it is centered. A large percentage of rollover problems are traced back to a strip that was not centered as it entered the first pass.
Keeping a watchful eye on these issues and knowing the areas of concern will certainly aid in “getting off to the right start.”
Author: Robert A. Sladky, Vice President Tube Mill Engineering, Roll-Kraft.
Simply contact us here or call and get answers 24/7.
Contact Us (888) 953-9400
Roll-Kraft is pleased to announce the appointment of Mr. Mike Samplak to the position of Plant Manager at its headquarters facility in Mentor, OH.

Roll-Kraft is pleased to announce the appointment of Frank Lowery to Vice President of Roll Form Applications.

Roll-Kraft is pleased to announce the appointment of Kevin Gehrisch to the position of President.