



Subscribe To Roll-Kraft
Receive the latest news from Roll-Kraft.

Written by:
Robert A. Sladky
Vice President Tube Mill Engineering
The primary job of the fin section on any tube or pipe mill is to prepare the edges of the strip (parallel) for welding, and set the body of the tube. The only way this will take place, is if we properly set (work) each and every driven and side pass station in the fin section as per the tooling design and set up chart.
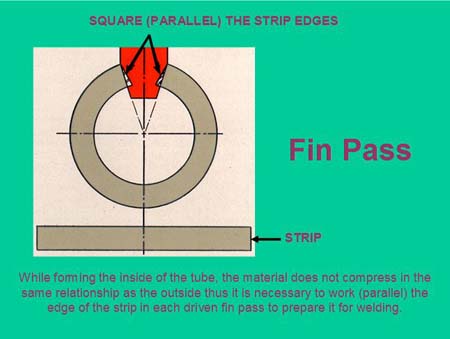
As outlined in the illustration above, if we did not do anything to the strip as it is formed, the inside edges would touch first. This is more commonly referred to as the "telephone book effect", whereas if you took any large publication, such as a phone book, and rolled it up, the inside edges of the pages would touch first. The same thing happens with ferrous/nonferrous materials in the fin section. However, when we work the material up against the fin blade properly, and progressively as designed, we work the material (edges) back into itself ending up with parallel edges, for proper presentation to the weld box.
The other issue we have to overcome sometimes in the fin section is a "bad slit edge".

Whereas we have covered the identification and prevention of damaged slit edges in previous Profit Pointers, we have to recognize that we can still end up with a 6-9 degree sheared edge when the coils are cut from the master coil, even with the best setups, sharp knives and slitting practices as illustrated below.

One can appreciate that the fin section has a very important job to do in regard to reducing the girth, setting the body of the tube, overcoming the "telephone book" effect as well as the "angled shear" of the slitting process.
We have already covered all the basics of setting and working the breakdown section properly, so with that, we are ready to receive the strip from the breakdown section to the fin section.
First step is to check to make sure we have the proper girth (strip width) going into the very first driven fin pass. If the breakdowns have been set properly, we should have controlled girth after leaving this section. Even with proper settings on each driven breakdown pass, we will get (and expect) growth in the girth (strip width). It is a matter of the "laws of physics" at work here.
We need to insure that the same % of girth reduction will take place in the first driven fin pass, as per the design of the tooling in each of the subsequent driven fin passes. As illustrated below, if the tooling has been designed to reduce the girth by .006" in each driven fin pass, the incoming girth from the last driven breakdown should be .006" wider than the first driven fin pass measurement off the set up chart. In this example, the OSP of the first fin is 3.256", so the OSP of the incoming strip from the last breakdown should be at 3.262" going into the first driven fin pass. Anything appreciably more than that and the first fin will be overworked.

On smaller tube mills, you can measure the tube as close as you can to the exit side of each driven fin pass and compare this O.D. measurement to the set up chart. On larger pipe mills, and applications that run higher tensile materials, such as stainless with appreciable spring back, you would use a pie tape and measure the OSP and again, compare it to the set up chart.

Also check the rim clearances and compare to the set-up chart and insure the top and bottom rolls are parallel with each other. Use feeler gauges or solder for checking the rim gaps.

It is important to keep your fin blades changed out as they become worn. Failure to do so will result in poorly defined strip edges, marking, "angel hair" shavings below each driven stand, and poor or failed weld integrity of the tube or pipe.

On those mills that are configured with side pass stands between each of the driven passes, using calipers, measure as close to the exit side of the side pass rolls, and compare this measurement to the set up chart.

If your side pass stands incorporate top tie bars, use a straight edge to insure top roll are parallel after making any adjustments.


Look for continued articles to follow on the proper set up of the weld box, and sizing section here on Roll-Kraft's web site, which offers the most comprehensive, informative and interactive technical information in the industry. Click here to read more tube and pipe articles.
Simply contact us here or call and get answers 24/7.
Contact Us (888) 953-9400
Roll-Kraft is pleased to announce the appointment of Mr. Mike Samplak to the position of Plant Manager at its headquarters facility in Mentor, OH.

Roll-Kraft is pleased to announce the appointment of Frank Lowery to Vice President of Roll Form Applications.

Roll-Kraft is pleased to announce the appointment of Kevin Gehrisch to the position of President.