




Subscribe To Roll-Kraft
Receive the latest news from Roll-Kraft.

The production of mark-free tubing is important for many tube & pipe manufacturers. With a proper tube and pipe roll design, mill and tooling setup; consistent, mark-free tubing can be made. Marking is primarily the result of extreme differences in surface speeds between the throat (root) of a roll and the higher contour of the outer portion of the flanges (Figure 1).
Besides marking, these differences in surface speeds can also result in unwanted longitudinal strain. As the edges of the metal are being formed upwards, they stretch longitudinally. For the most part, the center portion of the strip (at the throat) remains unchanged in length. This condition usually creates down-bow, but after the welding operation, the sizing passes apply pressure around the entire periphery, equalizing much of the strain and the straightening unit (turkshead) equalizes the remainder. While longitudinal strain is not normally an issue when discussing welded tubes, some residual strain is contained in them. Reducing longitudinal strain out of the mill can be beneficial for any secondary processes that the tube undergoes such as hydroforming or radius bending and if it is minimized in each breakdown and fin station, the sizing and straightening tooling do not need to be overworked to equalize uneven strain.
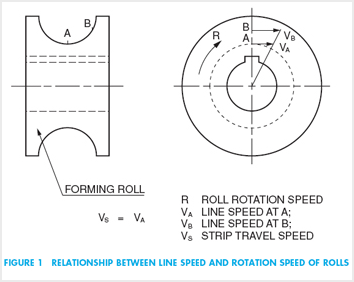
Figure 1: Relationship between line speed and rotation speed of rolls
Other key factors that contribute to increased strain and/or surface marks on tubes include:
The O.D. size of the tube (larger tubes tend to mark more than smaller tubes)
Material type (both roll material and tube material)
Lack of lubrication
Excessive roll pressure
Side rolls not being utilized properly (adjusted too tight or loose)
Longitudinal strain can be minimized by incorporating proper roll clearance in the tooling near the edges of the strip (Figure 2), but this does not address the surface marking issue. Substituting D2 or other tool steel with aluminum bronze, carbide or even some sort of coating can help the roll marking issue. But the ideal option to minimize roll marks and edge strain on tubes is to incorporate floating flanges in the breakdown and fin passes.
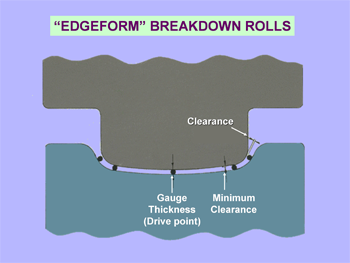
Figure 2: Clearance typically added to the breakdown passes
The most common roll design for mark-free tubing incorporates floating flanges. Many people will “float” the breakdown passes (Figure 3) and fin passes (Figure 4), while others will float one or the other. Some companies will float the sizing passes as well, but these can cause marking simply due to the compression the tube is being placed under to achieve the proper tube diameter. Floating flange designs can incorporate bearings or simply mounted onto solid hubs. If surface marks and strain are minimized in the breakdown and fin passes, the better the chance for the desired results going though the sizing stations.
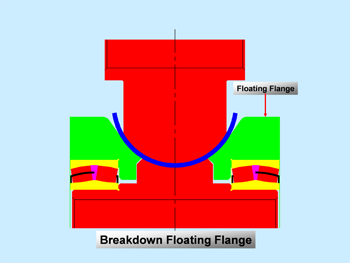
Figure 3: Typical “floating” breakdown pass with bearings
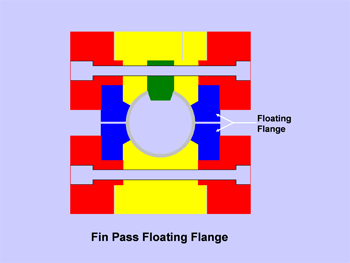
Figure 4: Typical floating fin pass configuration (without bearings)
There are many other contributing factors to consider when producing mark-free tubing. The idea that floating flange rolls can also reduce longitudinal strain is meant to increase awareness of the relationship between these ideas.
For more detailed information regarding tube roll design and marking, see our Profit Point titles: “Eliminating Surface Markings on Welded Tube & Pipe” and “Design Analysis of Tube Roll Tooling”.
Author: Roll-Kraft Engineering
Use our Quick Contact form to request more information on tube and pipe or roll forming products. All of our products and services have a 100% performance guarantee. If you are not satisfied in any way you will receive a free replacement or a complete refund.
Looking for answers 24/7?
Click here to email any question you may have about your tube mill, pipe mill or roll forming mill operations and one of our technicians will email your answer or call for more details.
Simply contact us here or call and get answers 24/7.
Contact Us (888) 953-9400
Roll-Kraft is pleased to announce the appointment of Mr. Mike Samplak to the position of Plant Manager at its headquarters facility in Mentor, OH.

Roll-Kraft is pleased to announce the appointment of Frank Lowery to Vice President of Roll Form Applications.

Roll-Kraft is pleased to announce the appointment of Kevin Gehrisch to the position of President.